Cynkowanie ogniowe jest procesem nakładania i mechanicznie wytrzymałej powłoki cynku na stal.
Powłoka cynku tworzy się po obydwu stronach stali, na wewnętrznej i zewnętrznej powierzchni profili zamkniętych, następnie cynk przystaje do stali w procesie wytwarzania stopu pomiędzy stalą oraz cynkiem. Dzięki temu, tworzy się mechanicznie wytrzymała, ale trwała oraz nieprzepuszczalna powłoka. W rezultacie, powłoka ta chroni stal poprzez szczególny układ elektrochemiczny.
Przebieg cynkowania ogniowego
Przed cynkowaniem właściwym elementów, konieczne jest ich odpowiednie przygotowanie poprzez wykonanie obróbki wstępnej. Służy ona oczyszczeniu elementów z wszelkich zanieczyszczeń, tj. rdzy, zendry, szlaki spawalniczej, olejów, smarów itp. Po obróbce wstępnej i osuszeniu elementy zanurzane są w płynnym cynku. Cynk topi się w temperaturze ok. 419 °C, natomiast temperatura robocza kąpieli cynkowej wynosi 440-460 °C. Właśnie w takich warunkach żelazo i cynk szybko wchodzą w reakcję.
Podczas zanurzenia elementu w kąpieli cynkowniczej, ale na skutek wzajemnej dyfuzji płynnego cynku z powierzchnią stali, dochodzi do wytworzenia się warstwy cynku. Warstwa ta składa się w istocie z różnorodnych warstw stopowych cynku i żelaza. Zazwyczaj stal musi być zanurzona w cynku tylko przez kilka minut, Następnie element prefabrykowany wyjmowany jest z kąpieli cynkowej po zakończeniu reakcji.
Zalety cynkowania ogniowego
Dobrze wykonane cynkowanie ogniowe zwiększa okres ochrony części budowlanych, nawet do 50 lat. Przez ten czas, części te nie będą potrzebować konserwacji oraz nie będą generować dodatkowych kosztów. Przede wszystkim proces ten, zwiększa wytrzymałość oraz odporność na tarcie i uderzenia elementów, a stal zyskuje ochronę katodową. Ponadto cały proces cynkowania ogniowego jest przyjazny dla środowiska.
Wymagania techniczne dotyczące materiału poddawanego procesowi cynkowania ogniowego:
1. Powierzchnia materiału nie może posiadać:
nadmiernych warstw zgorzeliny, odprysków po spawaniu, szklistych żużli spawalniczych, ostrych krawędzi otworów, zawalcowań, zanieczyszczeń farbami, „sprayami” spawalniczymi i nadmiernych ilości oleju lub smaru, należy zamawiać stal nie oliwioną.

2. Wady hutnicze staną się po ocynkowaniu widoczne i mogą być przyczyną miejscowego pękania. Niewidoczne gołym okiem wady oraz takie jak np.: łuskowatość i zawalcowania, chropowatość, wżery, itp.
powłoki.
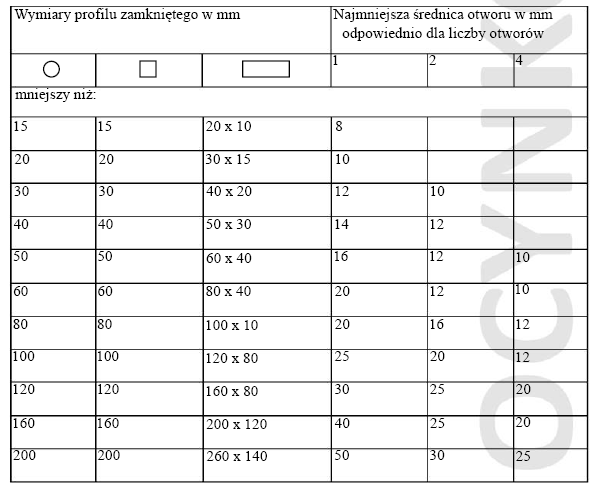
3. Każdy element musi mieć niezbędne otwory technologiczne umożliwiające swobodny przepływ cynku oraz
odpowietrzenie konstrukcji podczas procesu.
4. Minimalna wielkość i ilość otworów w zależności od przekroju profili podana została w tabeli: